


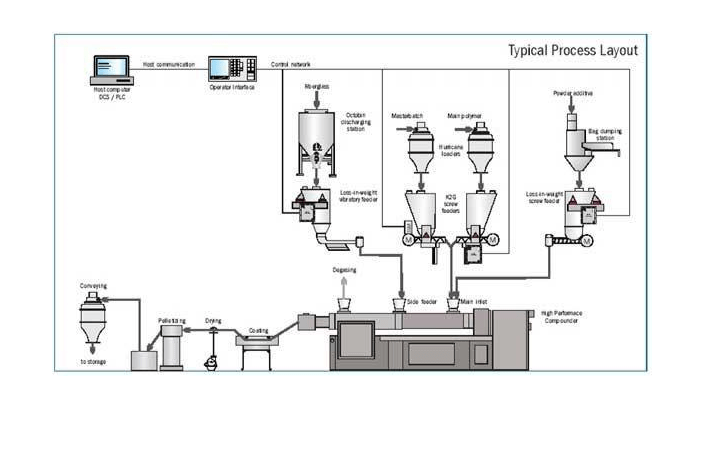
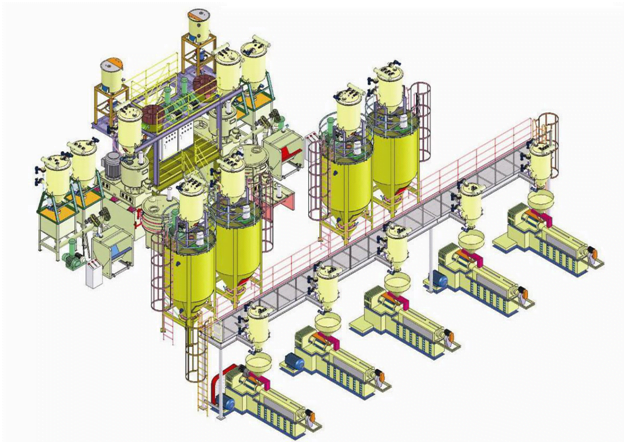
Parijat Plastic/Material Blending, Compounding System incorporates automatic blending/mixing of plastics & other powder materials via pneumatic conveying from/to rail-cars, trucks, barges etc. to or from silos. This is a PLC/PC system that allows mixing any number of ingredients (inventory maintained) and plasticizers, stabilizers or other desired ingredients to the main raw product(s). The equipment preventive maintenance is included. Unlimited quality & complex recipes may be maintained by the system & very detailed reports of inventory, downtime, quality etc. are available. Work order generation & notifications is built-in while all data is kept in a Microsoft SQL server database. You may elect to use any make/model of the PLC, scales, VFDs & heater controls. Complete data analytics, MES business/enterprise system integration may be included.
Some Features for PCI Plastic Compounding System
OEE Calculations: OEE calculations are performed on each individual equipment and also on the whole process.
Bottleneck Analysis: The flow of PVC compounding process should be continuous from the silo of the extruder. However, there are several limitations in the process that sometimes require the stoppage or speed reduction of the extruder due to lack of material in the extruder or silo, namely:
- Mixer limitations in load capacity: the correct performance of mixer implies that it is loaded with a volume of mixture equivalent to about one third of its total volume.
- Limitations on mixer and cooling processes: this aspect does not depend on the mixture times but on the efficiency related to the defined process temperatures.
- Limitation of the scale weighing capacity: often one batch cannot be scaled in one time.
- Limitation on the transport of mixtures from the hopper to the extruder silo: relates to the existence of only one compressor serving all PVC lines. On the other hand, also in downstream of the extruder, there may be process limitations, in particular on the finished product packaging area. Namely, if there are no human resources required tom maintain the flow of the process, there will be grain accumulation in the silo bagging scale, which consequently requires the reduction or stopping of the extruder activity.
Downtime Analysis: The downtimes handling is a very effective method in the identification and prioritization of the production losses, which, after analysis, are subjected to measures designed to reduce or eliminate them. The typical downtime reasons are given below.
- Production line clearance
- Screen pack cleaning and changing
- Insufficient supply of material in extruder
- Extruder decompression system cleaning Knives exchange
Leam 6 sigma: To further manage/reduce the wastages, a selection of the following lean techniques is available:
- Kaizen: Dissemination of the culture of continuous improvement on shop floor;
- 5S: Standardization and organization of working places, making the operations involved in the production process more agile and efficient;
- Visual management: Allows an intuitive detection of abnormal conditions, permitting more agility in tasks performance and in the standardization of processes;
- Autonomous maintenance: Provides the operators with autonomy to inspect critical points of the machines and knowhow in the reaction to the deviation of operating conditions. Establishes a communication system between maintenance and production that allows a correct transmission of information between the two departments;
- SMED technique: Observation, in detail, of routine tasks performed by operators for further optimization, namely, by reducing the associated downtimes.
- OEE calculation: Introduction of the calculation of OEE in the factory as a measurement of implemented actions’ effectiveness and as an identifier of opportunities for improvement in the process.